![]() DANH MỤC SẢN PHẨM
DANH MỤC SẢN PHẨM

Chat Face

Chat Zalo

Phone



Tối ưu chi phí cho khách hàng
Chúng tôi cam kết chi phí/ đầu sản phẩm thấp nhất

Bảo hành chính hãng
Bảo hành chuyên nghiệp, theo tiêu chuẩn của nhà sản xuất

Dịch vụ kỹ thuật
Chuyên môn sâu, Tận tâm, nhanh, chính xác

Giao hàng nhanh
Nhập khẩu trực tiếp, hàng có sẵn
MÔ TẢ SẢN PHẨM
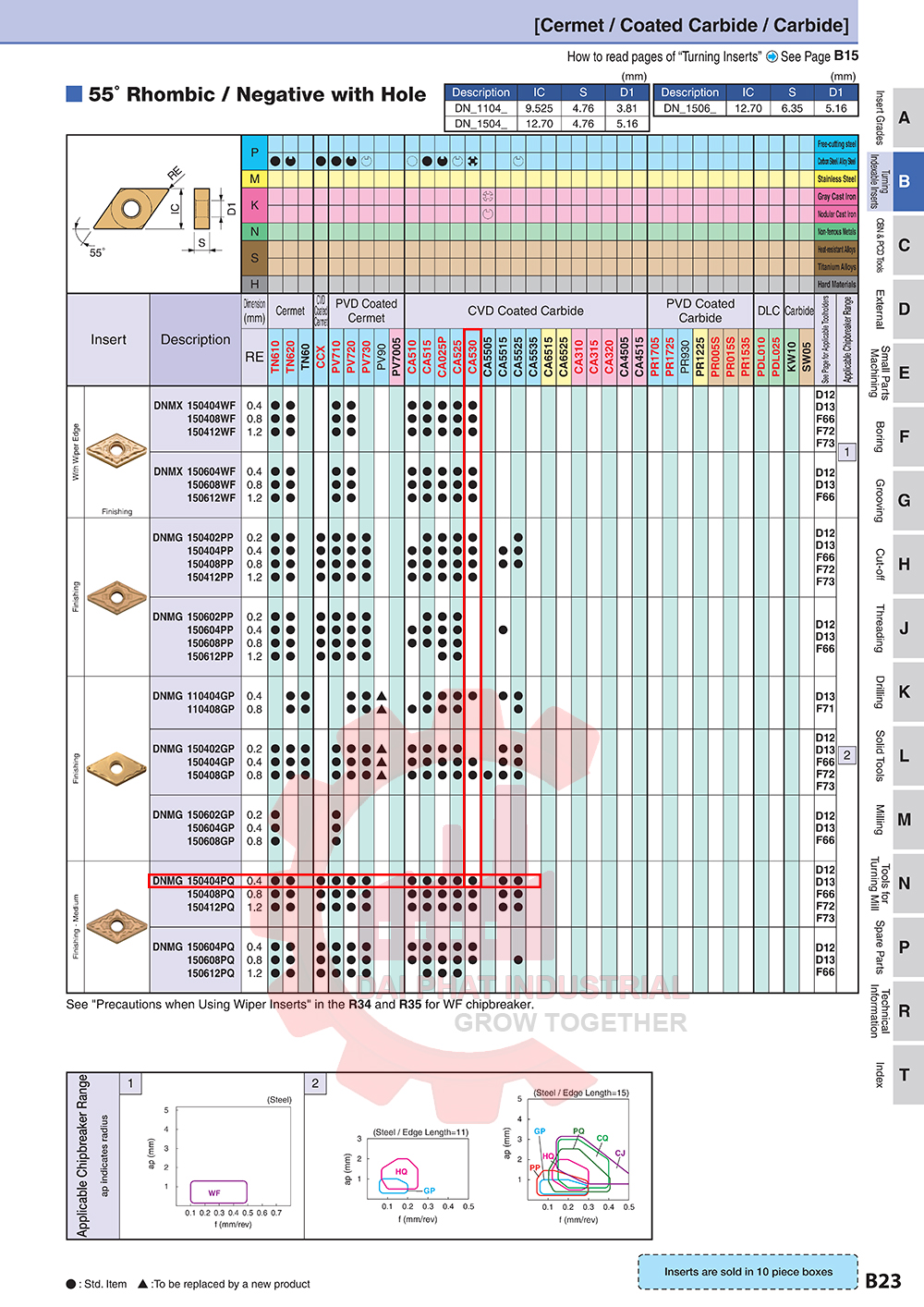
Mảnh Dao Tiện DNMG150404PQ CA530 - Đại Phát
Thông số kỹ thuật
- Mã mảnh: DNMG150404PQ CA530
- Thương hiệu: Kyocera Nhật Bản
- Hình Dạng: D
- Lớp phủ: CA530
- Vật liệu làm việc: Thép
- Số góc cắt: 4
- Công đoạn gia công: Tinh và bán tinh
- Bán kính dao: Re 0.4
- Kích thước: 15
- Kiểu bẻ phoi: PQ
- Màu mảnh: Vàng

Xem thêm: Các loại mảnh dao tiện hợp kim cho máy CNC
- Dựa trên các ký hiệu: P – M – K – N – S - H các mảnh sẽ được đánh dấu bằng cách khoanh tròn vào các chữ cái trên có trong vỏ hộp để chúng ta có thể nhận diện được loại vật liệu mà mảnh chuyên dùng để gia công. Vì vậy chúng ta sẽ có các phần tương ứng như sau:
- P: Gia công cho vật liệu Thép.
- M: Gia công cho vật liệu Inox.
- K: Gia công cho vật liệu Gang.
- N: Gia công cho vật liệu Nhôm.
- S: Gia công cho vật liệu Titan.
- H: Gia công cho vật liệu Thép sau nhiệt.
- Trên vỏ hộp có các ký hiệu Vc, ap, f thì đây là các ký hiệu liên quan đến chế độ cắt mà nhà sản xuất đã khuyến cáo người sử dụng nên dùng.
- Vc: Là vận tốc cắt
- ap: Chiều sâu cắt (tính theo bán kính)
- f: Bước tiến trung bình mà mảnh đạt được
- Roughing: Cắt thô
- Medium: Cắt bán tinh
- Finishing: Cắt tinh
- Lớp phủ TN610: Không
- Lớp phủ TN620: Chịu được va đập nhẹ
- Lớp phủ CCX: Không
- Lớp phủ PV710: Không
- Lớp phủ PV720: Chịu được va đập nhẹ
- Lớp phủ PV730: Chịu được va đập nhẹ
- Lớp phủ CA510: Không
- Lớp phủ CA515: Không
- Lớp phủ CA025P: Chịu được va đập nhẹ
- Lớp phủ CA525: Chịu được va đập nhẹ
- Lớp phủ CA530: Chịu được va đập nặng
- Lớp phủ CA5515: Không
- Lớp phủ CA5525: Chịu được va đập nhẹ
- Sử dụng tốt khi gia công vật liệu: Thép
- Chiều sâu cắt AP(mm): 0.4-2.5
- Bước tiến F(mm/rev):0.1-0.4
- Kiểu bẻ phoi: Được thiết kế dẫn hướng và bẻ phoi vụn tốt hơn đáp ứng được mọi ứng dụng gia công, trên nhiều loại vật liệu khác nhau như thép, inox, nhôm,... sản phẩm đạt được độ bóng cao.
Vật liệu làm việc: Ứng dụng riêng từng lớp phủ
- Lớp phủ TN610: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ TN620: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CCX: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ PV710: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ PV720: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ PV730: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA510: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA515: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA025P: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA525: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA530: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA5515: Gia công thép cacbon, thép hợp kim,...
- Lớp phủ CA5525: Gia công thép cacbon, thép hợp kim,...
- Công nghệ phủ đa dạng, tối ưu có thể gia công trên nhiều loại vật liệu khác nhau đạt hiệu quả cao và đem lại tuổi thọ lâu dài, tiết kiệm chi phí sản xuất.
- Hiện tượng: Độ chính xác, độ bóng sản phẩm không đạt theo yêu cầu bản vẽ.
- Nguyên nhân: Vận tốc cắt cao và vật liệu dao có tính kháng mòn kém.
- Cách khắc phục: Nên đổi lớp phủ có tính kháng mòn tốt phù hợp với vật liệu gia công và báo nhà cung cấp gửi cho chế độ cắt khuyến nghị của hãng phù hợp.
- Hiện tượng: Khi gia công, mảnh dao phay (insert phay) bị mòn mặt trên sẽ xử lý thoát phoi kém, độ nhám chi tiết không đạt, phát sinh bavia.
- Nguyên nhân: Vận tốc cắt cao.
- Cách khắc phục: sử dụng lớp phủ Cermet để cải thiện tốt hơn và giảm vận tốc cắt.
- Hiện tượng: chi tiết sau khi gia công sẽ phát sinh ba via và thấy được lực cắt tăng nên gây ảnh hưởng đến máy.
- Nguyên nhân: thiết lập vận tốc cắt cao so với mức phù hợp và bước tiến dao cao.
- Cách khắc phục: Đổi lớp phủ có tính chịu nhiệt tốt và chọn dao có lưỡi cắt sắc bén hơn, giảm vận tốc cắt.
- Biến dạng này xảy ra khi chọn dao cắt chưa phù hợp, vận tốc cắt cao khiến lực ma sát quá lớn giữa dụng cụ cắt và phôi làm thay đổi hình dạng mảnh dao phay (chip).
- Cách khắc phục: Giảm vận tốc cắt và lựa chọn lớp phủ phù hợp để giảm được lực ma sát giữa dụng cụ cắt và phôi.
- Hiện tại công ty Đại Phát đang là nhà cung cấp chính hãng cho thương hiệu Kyocera tại Việt Nam với các tiêu chí nhằm mang lại sự hài lòng cho khách hàng với các ưu điểm sau:
- Về giá cả: Cam kết luôn cạnh tranh nhất trên thị trường.
- Về tư vấn: Đại Phát có đội ngũ chuyên viên với kinh nghiệm gia công thực tế nhiều năm sẽ đảm bảo tư vấn cho khách hàng đạt hiệu quả cao nhất.
- Đa dạng về chủng loại sản phẩm.
- Thời gian giao hàng nhanh.
- Đại Phát cam kết sản phẩm đảm bảo chất lượng chuẩn hãng, nguồn gốc xuất xứ rõ ràng.
THÔNG TIN LIÊN HỆ
- CÔNG NGHIỆP ĐẠI PHÁT
- Địa chỉ: Thôn Yên Bệ – Xã Kim Chung – Huyện Hoài Đức – TP. Hà Nội – Việt Nam
- SĐT: 0974.965.918
- Website: https://congnghiepdaiphat.com/
- Email: tbcndaiphat@gmail.com
- Facebook: https://www.facebook.com/100088083446366
- Youtube : https://www.youtube.com/@congnghiepdaiphat
đăng ký nhận tin mới nhất
Đăng ký nhận các thông tin cập nhật mới nhất từ Đại Phát
 0
0