


 0
0



Những lưu ý khi lắp cán nối dao móc lỗ
29 Tháng 12, 2023
- 1/ Hiểu thế nào là cán dao móc lỗ?
- 2/ Phân loại cán dao móc lỗ?
- 3/ Cách đọc hiểu các thông số trên cán dao móc lỗ?
- 4/ Thế nào là cán dao móc lỗ ghép mảnh, ưu và nhược điểm?
- Dao móc lỗ ghép mảnh là dao dùng gia công lỗ sâu gồm 2 bộ phận chính:
- Ưu điểm:
- Nhược điểm:
- 5/ Các thông số kỹ thuật chính của cán dao móc lỗ?
- 6/ So sánh ưu/nhược điệm cán dao móc lỗ có và không có nước tưới nguội xuyên tâm ?
- Ưu điểm:
- Nhược điểm:
- 7/ Các lưu ý khi lựa chọn loại cán dao móc lỗ?
- 8/ Các nguyên nhân sai số gia công khi lựa chọn dao móc lỗ, khắc phục?
- Các nguyên nhân sai số gia công khi lựa chọn dao móc lỗ:
- Cách khắc phục:
- 9/ Mua cán dao móc lỗ ở đâu chất lượng dịch vụ tốt?
1/ Hiểu thế nào là cán dao móc lỗ?
- Cán dao móc lỗ là những dụng cụ cắt gọt kim loại gia công lỗ sâu và thực hiện các phương pháp gia công khác nhau, kể cả khi gia công móc lỗ siêu nhỏ chính xác. Cán dao được dùng để kẹp giữ dao trên ổ gá dao. Chức năng chính cán dao móc lỗ, cán dao móc lỗ là dùng để tiện các chi tiết bên trong.
2/ Phân loại cán dao móc lỗ?
Dao móc lỗ được chia làm 2 loại phổ biến tùy theo vào kích thước lỗ:
- Thứ nhât loại dùng cho lỗ thông thường, đa phần là kiểu insert gắn mảnh mà chúng ta thường gặp
- Thứ hai là dạng dùng cho lỗ siêu nhỏ, thường là lỗ có đường kính phi 7mm trở lại. Dao móc lỗ dùng cho lỗ siêu nhỏ thường là dao nguyên khối (solid boring bar) để đảm bảo độ chính xác.

Cán dao móc lỗ liền khối
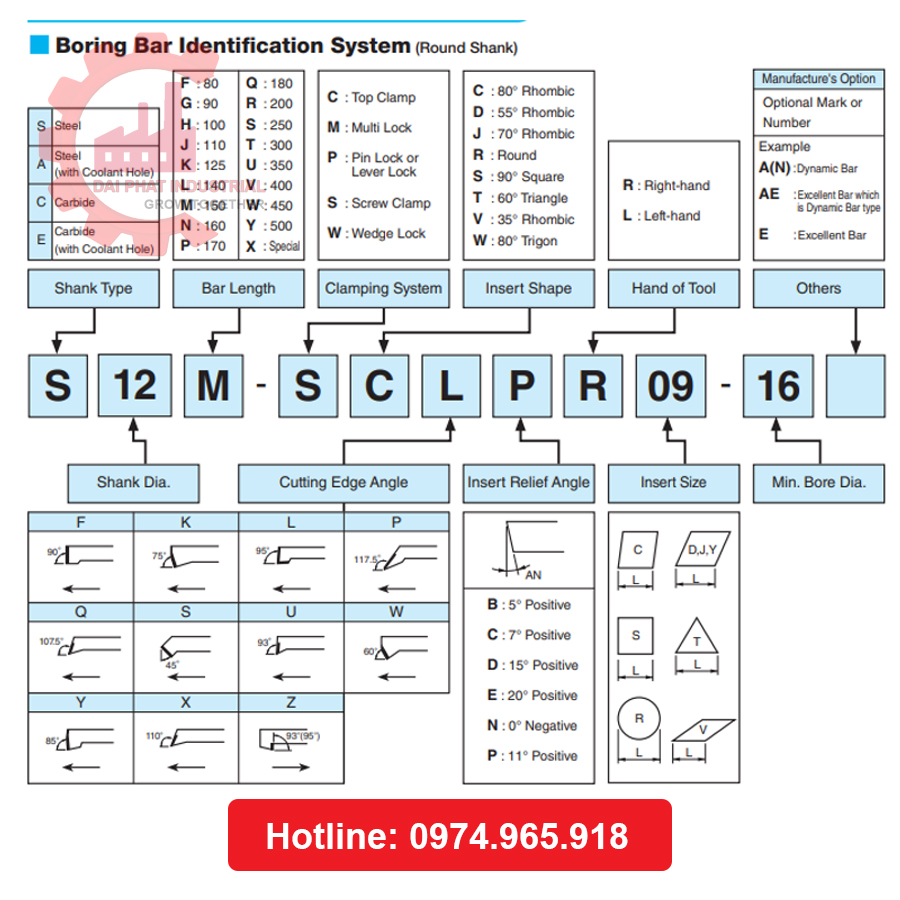
3/ Cách đọc hiểu các thông số trên cán dao móc lỗ?
Giải thích : S12M-SCLPR09-16
Từng chữ cái hoặc số đều có 1 ý nghĩa căn cứ theo bảng tra tương ứng ( ảnh trên )
S : Vật liệu chế tạo cán / Chữ S nghĩa là cán làm bằng thép
12 : Đường kính của cán ( mm )
M : Độ dài của cán (mm ) / Tra bảng để biết rõ độ dài tương ứng
S : Thể hiện kiểu kẹp giữ mảnh vào cán / chữ S là kiểu vít kẹp ( xem ảnh )
C : Kiểu hình dạng mảnh tiện mà cán lắp được – Mảnh hình thoi 80°
*L : Hình dạng hướng dao , Xem bảng để biết hình dạng hướng dao qua đó chọn cán phù hợp cho chi tiết cần gia công )
P : Góc sau của mảnh tiện ( chữ P là góc 11° )
R : Hướng dao – tương tự hướng mảnh tiện
09 : Kích thước của độ dài cạnh mảnh tiện
16 : Kích thước lỗ nhỏ nhất cán móc lỗ ( làm việc ) được
*Kết luận : Cán tiên trong đường kính 12 mm dài 150mm , làm bằng thép , lắp mảnh tiện CP..09… và cán này lỗ làm việc nhỏ nhất là từ 16mm
4/ Thế nào là cán dao móc lỗ ghép mảnh, ưu và nhược điểm?

Cán dao móc lỗ ghép mảnh
Dao móc lỗ ghép mảnh là dao dùng gia công lỗ sâu gồm 2 bộ phận chính:
- Phần cán dao (holder) dùng để kẹp giữ chip cũng như quyết định độ sâu làm việc.
- Phần chip hay còn gọi là mảnh insert, là những dòng chip tiện thông thường, bộ phận đảm nhiệm vấn đề gia công, cắt gọt kim loại.
Ưu điểm:
- Có thể gia công các lỗ có đường kính lớn phù hợp với kích thước cán.
- Độ chính xác, ổn định cao.
- Có thể thay mảnh dễ dàng khi mòn, mẻ.
- Hiệu quả kinh tế.
Nhược điểm:
- Hạn chế về mối ghép: Mặc dù có thể tạo ra nhiều loại mối ghép khác nhau, nhưng không phải mọi loại mối ghép đều có thể được tạo ra bởi công cụ này. Điều này có thể hạn chế tính linh hoạt của việc tạo mối ghép.
- Yêu cầu độ chính xác cao về kỹ thuật vì giá trị của dao khá lớn.
5/ Các thông số kỹ thuật chính của cán dao móc lỗ?
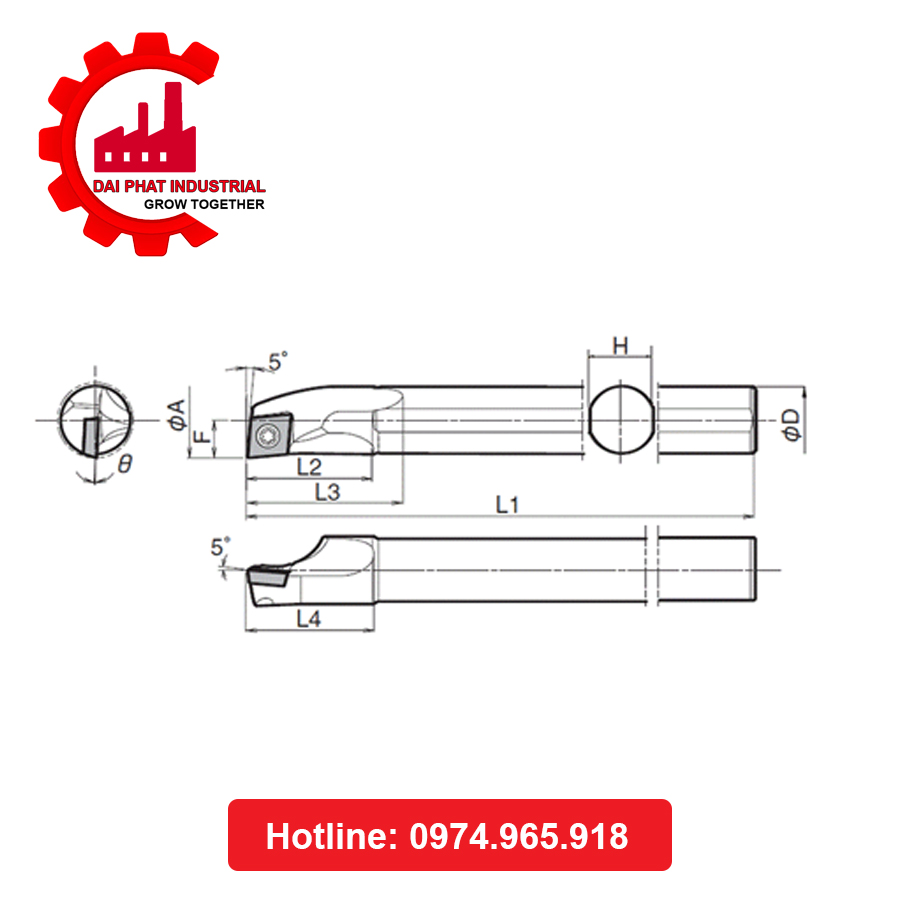
Bản vẽ cán dao móc lỗ
- Đường kính dao.
- Chiều dài dao.
- Vật liệu chế tạo dao.
- Góc cắt của dao.
6/ So sánh ưu/nhược điệm cán dao móc lỗ có và không có nước tưới nguội xuyên tâm ?
Cán dao móc lỗ có tưới nguội xuyên tâm so với cán không có tưới nguội xuyên tâm.
Ưu điểm:
- Làm mát và làm sạch: Hệ thống nước tưới nguội giúp làm mát dao cắt và vật liệu khi khoan, làm giảm nhiệt độ và ngăn chặn sự mài mòn của dao cắt. Nước cũng có thể giúp làm sạch bụi và phần mài mòn trên dao.
- Tăng tuổi thọ của dao: Bằng cách giữ cho dao và vật liệu được làm mát, hệ thống làm mát giúp gia tăng tuổi thọ của dao cắt.
- Giảm ma sát: Nước có thể giúp giảm ma sát giữa dao và vật liệu, cải thiện quá trình khoan và làm giảm cảm giác kẹt khi khoan.
Nhược điểm:
- Chi phí đắt hơn
- Yêu cầu cao hơn đối với dao không có tưới nguội.
- Hệ thống làm mát phải đảm bảo độ ổn định.
7/ Các lưu ý khi lựa chọn loại cán dao móc lỗ?
Bảng thống số các loại cán móc lỗ
Khi chọn loại cán móc lỗ cần lưu ý nhưng điểm sau:
- Vật liệu gia công để chọn vật liệu cán, mảnh.
- Đường kính lỗ cần gia công để chọn đường kính cán.
- Nên chọn cán có chiều dài đường kính tương đương với kích thước cần gia công để đảm bảo độ cứng vững khi gá dao.
- Yêu cầu bề mặt, độ chính xác của sản phẩm.
- Có cần tưới nguội xuyên tâm hay không.
8/ Các nguyên nhân sai số gia công khi lựa chọn dao móc lỗ, khắc phục?
Các nguyên nhân sai số gia công khi lựa chọn dao móc lỗ:
- Do chọn sai vật liệu cán gây độ cứng vứng yếu.
- Bề mặt gia công không được mịn gằn: Do đường kính cán, chiều dài gá dao chưa phù hợp.
- Cắt tạo nhiệt nhưng không đủ làm mát khiến dao hư hại nhanh.
- Chọn lưỡi cắt, mảnh dao không phù hợp với vật liệu gia công.
Cách khắc phục:
- Chọn đường kính dao, chiều dài cán dao phù hợp sao cho độ cứng vững cao giúp gia công ổn định.
- Chọn lớp phủ của mảnh phù hợp vật liệu gia công để quá trình gia công được hiệu quả nhất.
- Vật liệu chế tạo dao phù hợp với yêu cầu gia công để giảm thiểu chi phí
9/ Mua cán dao móc lỗ ở đâu chất lượng dịch vụ tốt?
- Đại Phát tự hào là đơn vị số 1 trên thị trường cung cấp sản phẩm cơ khí và vật liệu cơ khí uy tín, chất lượng
-Tại đây, chúng tôi sở hữu đội ngũ thiết kế, kỹ thuật, công nhân giàu kinh nghiệm. Được đào tạo bài bản với tay nghề cao.
- Hệ thống trang thiết bị, máy móc, công nghệ được đầu tư hiện đại, tiên tiến bậc nhất. Cam kết 100% chất lượng -sản phẩm, đảm bảo hàng chính hãng.
- Khách hàng có thể kiểm tra trực tiếp sản phẩm trước khi nhập hàng. Hoàn tiền nếu phát hiện hàng giả, hàng nhái.
- Mẫu mã, kiểu dáng, chủng loại sản phẩm đa dạng để đáp ứng nhu cầu phong phú của khách hàng. Hỗ trợ vận chuyển, lắp đặt chuyên nghiệp.
- Báo giá cạnh tranh nhất thị trường.
- Vậy bạn còn chần chừ gì nữa, nhanh tay liên hệ ngay với chúng tôi để được tư vấn
THÔNG TIN LIÊN HỆ
- CÔNG NGHIỆP ĐẠI PHÁT
- Địa chỉ: Thôn Yên Bệ – Xã Kim Chung – Huyện Hoài Đức – TP. Hà Nội – Việt Nam
- SĐT: 0974.965.918
- Website: https://congnghiepdaiphat.com/
- Email: tbcndaiphat@gmail.com
- Facebook: https://www.facebook.com/100088083446366
- Youtube: https://www.youtube.com/@congnghiepdaiphat







.jpg)

